





 产品展示
产品展示 



 联系方式
联系方式 TA2焊管,TC4焊管,大口径钛焊管焊接问题的处理
2019-05-14 15:04 来源:www.shnlsy.com 点击:
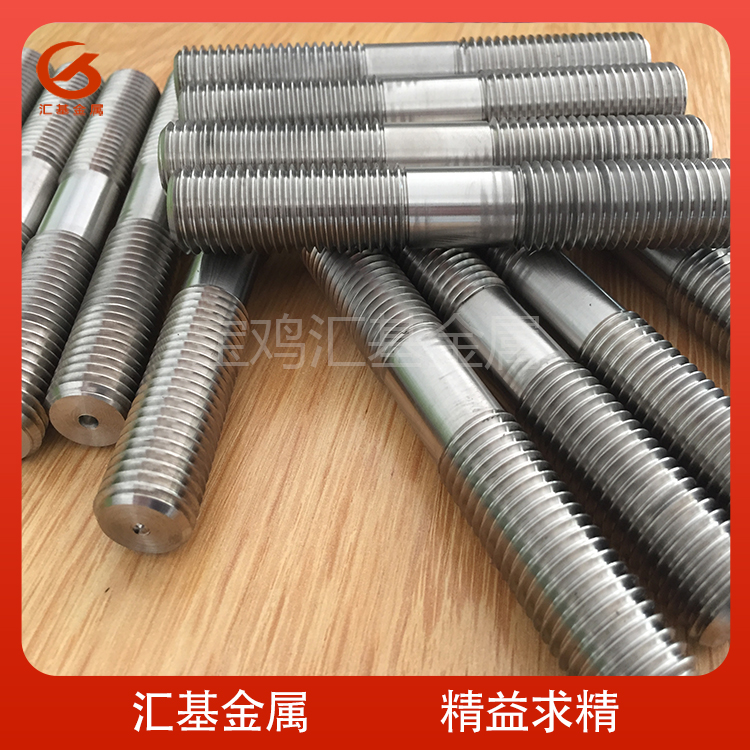
TA2焊管,TC4焊管,大口径钛焊管焊接问题的处理及注意事项
钛管焊接是的主要问题:
1:钛管焊接时,气孔是经常碰到的一个主要问题。形成气孔的根本原因是由于氢影响的结果。
2:钛管及钛合金管焊接时,当焊缝含氧、氮量较高时,焊缝或热影响区性能变脆,
空气种含有大量氮和氧,在较大的焊接应力作用下,会出现冷裂纹
3:焊接中要避免铁的污染。
4:钛不能与其它金属熔焊,且易形成脆性的金属间化合物,引起焊缝脆化。
5:焊接变形大;冷变形的回弹能力大成形困难。要采取措施预防变形。

解决方法:
1:在高纯度的氩气保护下进行焊接,氩气纯度不应低于99.99%
2:彻底清除钛管、钛板和钛板管眼表面上的氧化皮油污等有机物。可以用化学和机械方法清洗。
3:焊接合适的工艺参数、焊接规范,增加深池停留时间使用便于气泡逸出,可有效地减少气孔。
4:采用机械切割管子和开坡口时,被切割表面温度不得超过300°C,可采用喷水的方法进行冷却。
5:采用双面保护法,管子外设保护罩管子内用密封隔板;对于固定焊口,管子内采用水溶纸密封。
6:丙酮清洗。在施焊前,对钛管焊缝区表面还要用丙酮做最后一次清洗,以便彻底清除残留在表面的各种杂质。




